H&H Workshop
The firm’s extensive records, which date back to the 19th century, are available for reference in the archive room, above which a glazed corridor allows the management and visitors to observe the organ builders in action.

Mark Venning on the spiral staircase brought over from Hawthorn Terrace
A memento of 124 years in the old workshop in Hawthorn Terrace is the spiral staircase which still connects the offices and the workshop
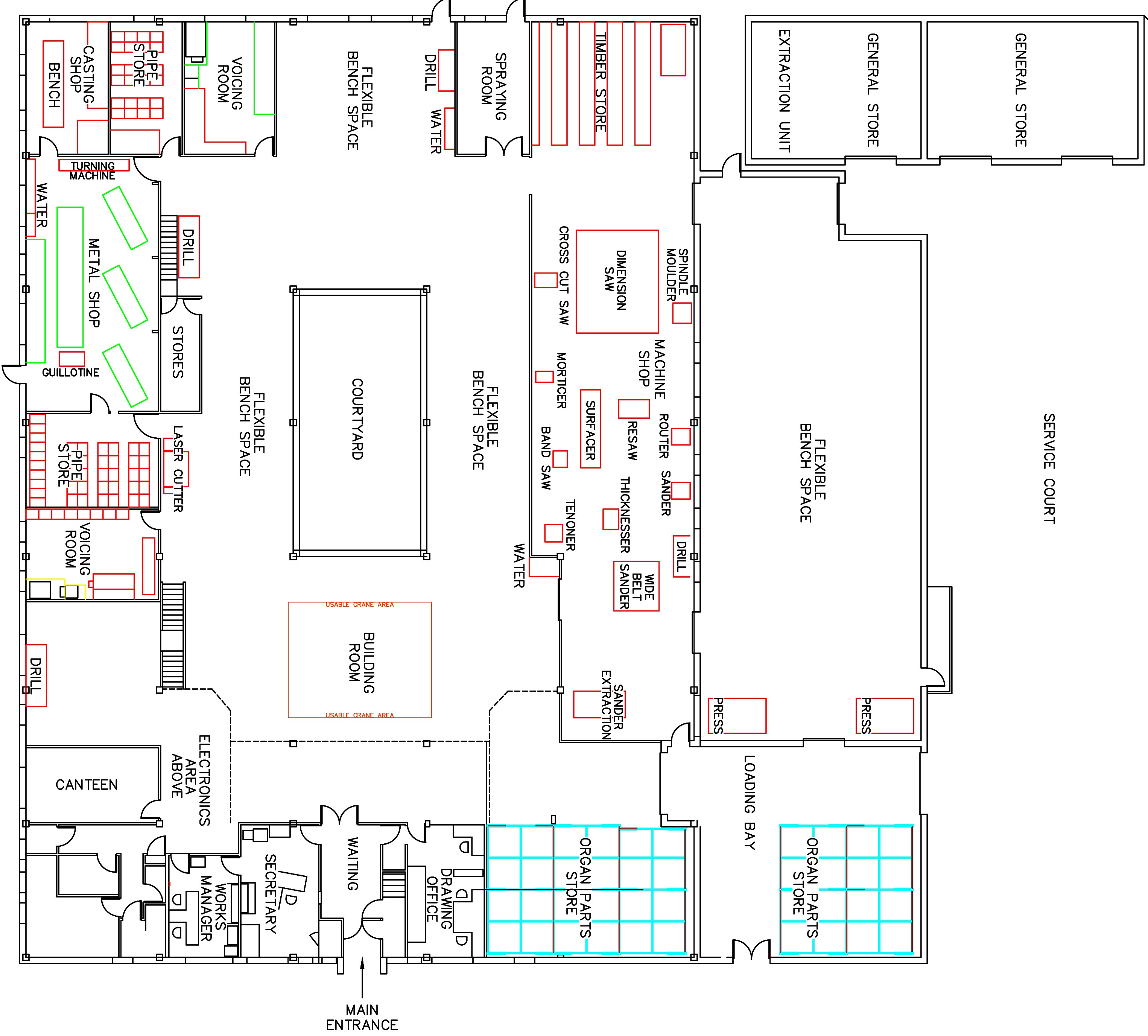
Much of the work is done by hand, but the essential machines are within easy reach. The well-equipped machine shop runs the whole length of the workshop.
The two voicing rooms are kept at a strategic distance from one another, and the noises made by the voicers filter out on to the shop floor. The metal shop, where the pipes are made, is conveniently placed between them. It has an en-suite casting room equipped with a granite casting bench.
An extension to the workshop, sited between the machine shop and the service court, was opened in 2018.
.
Woodwork
Wood is the basic ingredient of the pipe organ, and organ builders are highly skilled woodworkers. Beautiful woods are used for the console and casework, and woods with high tensile strength and stability for the structure and working parts. The most intricate pieces of woodwork in an organ are the soundboards, or wind chests, on which the pipes stand. H&H has an unbroken tradition of building slider chests, which have unrivalled musical advantages. The principles of construction remain traditional, but in order to overcome the challenges of modern heating systems we now use modern composites, such as marine ply, alongside natural timber. These do not twist or shrink, so complete reliability is assured.Oak, ash, mahogany or walnut may be used for the casework, and a hard wood such as iroko is used for the pedals. Keyboards are usually faced in bone or ‘alternative ivory’ with ebony sharps, but we occasionally reverse the colours using ebony and lemonwood. Rosewood is used for drawstops. Wooden pipes (which range in length from 32ft down to one inch) are made of yellow pine or poplar. Trackers (which need to be long and lightweight) are of western red cedar.
Metalwork
All organ pipes are hand-made. A small organ may contain between 200 and 500 pipes; a large organ five thousand or more. The body lengths range from 32ft to less than half an inch (10mm).
We have our own pipe-making shop. Pipe metal is cast in varying thicknesses (smaller pipes need thinner metal). The metal is a tin/lead alloy: we use 30% tin for flute pipes (“plain metal”) and 50% for principals and reeds (“spotted metal” : the spots form naturally as the metal cools). We make both types of organ pipe: flue pipes (which work on the same principle as a recorder), and reed pipes, where the sound made by a beating tongue is amplified by a long tube or resonator, as in a clarinet.
Pipe-making requires great accuracy, so the length and diameter (the “scale”) specified by the voicer can be precisely realised throughout each rank of pipes, or “stop”.
Voicing
Voicing is a skill unique to organ building. Each organ pipe is a musical instrument, even though it only plays one note! Thus the relationships between the individual pipes of a rank, or ‘stop’, and those between the various stops and departments of an organ, are of crucial importance.
At the beginning of each organ project, the voicer will determine the ‘scale’ (length/diameter ratio) of the pipe in each stop. This is of great importance in fitting the organ’s sound to a particular building: but it is only a start. Once the pipes are made, the voicer must mould the sound of each pipe to create the appropriate musical quality and dynamic level. This is done by making intricate alterations and adjustments to the mouth, foot and body of each flue pipe, and to the tongue and body (resonator) of each reed pipe.
Thus the voicer requires not only a good musical ear but also advanced and sensitive hand skills.
The final stage is carried out in the building itself, when two voicers work together on the pipes (one listening, one making yet more adjustments) to create the finished sound, unique to that building. This work requires great concentration day after day, for it is then that the organ’s musical architecture is definitely established. In order to ensure musical success, one of our voicers is always involved in each organ project for the earliest planning stage onwards.
The Building of the Workshop 1996
In 1996, after 124 years in Hawthorn Terrace, the firm moved to a purpose-built workshop in Meadowfield, still within the Durham city boundary, where the parish church boasts a Harrison organ of 1882.
The new completed workshop 1996
 side view of the exterior |
 main entry road |
 front view exterior |
 part of the workshop |